На линиях электропередачи провода сечением 240 мм2 и выше монтируются с помощью прессуемых натяжных зажимов и специального гидравлического оборудования - пресса усилием от 30 до 200 т с гидравлическим насосом (помпой). В зависимости от проводов (алюминиевых, сталеалюминиевых, медных, бронзовых, полых медных или алюминиевых) меняются конструкции прессуемых зажимов.
Гидравлический пресс Izumi усилием от 30 до 200 т (в т.ч. для ALCOA) |
|
|



Общие приемы монтажа прессуемых зажимов
Прессуемые натяжные зажимы должны обеспечить не только механическую прочность заделки провода в зажиме, но и надежный электрический контакт в течение всего периода эксплуатации линии электропередачи. Поэтому подготовка поверхностей проводов и зажимов перед опрессовкой производится в соответствии с указаниями по монтажу контактных соединений.
Опрессование зажимов производится матрицами (таблица подбора матриц для опрессовки) в заданной последовательности с перекрытием участка опрессования последующим жимом не менее, чем на 5 мм. Диаметр матрицы принимается строго в соответствии с указанием в рабочем чертеже, каталоге или специальной инструкции. Диаметр опрессованного зажима не должен превышать диаметр матрицы более, чем на 0.2 мм.
Опрессовка натяжных зажимов
Монтаж прессуемых натяжных зажимов типа НАС для сталеалюминиевых проводов
Монтаж прессуемых натяжных зажимов типа НАСУС для сталеалюминиевых проводов
Монтаж прессуемых натяжных зажимов типа НС для стальных канатов
Монтаж прессуемых натяжных зажимов типа НАЛ для полых проводов
Опрессовка соединительных зажимов
Монтаж прессуемых соединительных зажимов типа СВС для стальных канатов
Монтаж прессуемых соединительных зажимов типа САС для сталеалюминиевых канатов
Монтаж прессуемых соединительных зажимов типа САСУС для сталеалюминиевых проводов
Монтаж прессуемых ремонтных зажимов типа РАС
Монтаж прессуемых аппаратных зажимов
Монтаж пресуемых ответвительных зажимов типа ОА
Монтаж ответвительных разъемных зажимов типа РОА для алюминиевых и сталеалюминиевых проводов
Монтаж ответвительных зажимов типа ОАС
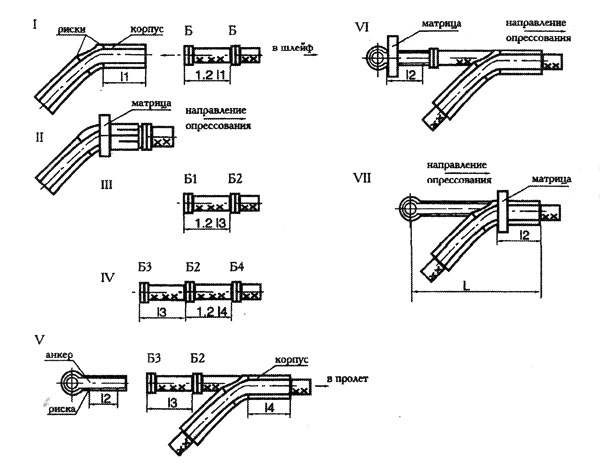
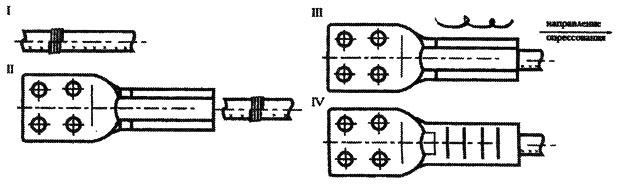
Монтаж прессуемых натяжных зажимов типа НАС для сталеалюминиевых проводов
Поверхность проводов и внутренняя полость зажима готовятся в соответствии с указаниями по подготовке поверхностей контактных соединений.
На конец провода, идущего в шлейф, наложить бандаж Б из проволоки (можно от того же провода), затем провод отрезать с помощью тросоруба или специальных устройств на гидравлическом прессе и отторцевать конец (положение I).
Сдвигая бандаж Б на длину, равную 1.2 II, ввести конец провода в шлейфовую полость зажима (положение I) и опрессовать корпус зажима на длине II матрицей, указанной в таблице, от риски в направлении стрелки (положение II).
На конец провода, идущего в пролет, наложить бандаж Б1 и конец провода отторцевать (положение III). На длине, равной 13, наложить бандаж Б2 (положение III).
Отгибая алюминиевые повивы, наложить на стальной сердечник провода бандаж БЗ. Алюминиевые повивы на длине, равной 13, снять. На длине, равной 1.214, от бандажа Б2 на алюминиевые повивы наложить бандаж Б4 (положение IV).
Сдвигая бандаж Б2 на алюминиевых повивах, корпус зажима надвинуть на подготовленный провод, идущий в пролет (положение V).
Сдвигая бандаж БЗ, надвинуть анкер на подготовленный стальной сердечник провода, затем бандаж БЗ снять.
Произвести опрессование анкера матрицей на длине 12 от риски по направлению стрелки от проушины к проводу (положение VI). Снять заусеницы на спрессованной части анкера.
На опрессованный анкер надвинуть корпус зажима до упора, а в случаях отсутствия уступа выдержать размер L, указанный в таблице, после чего опрессовать корпус матрицей на длине 14 по направлению стрелки от риски к проводу (положение VII). Следить, чтобы при опрессовании лыски корпуса были строго параллельны боковым стенкам матрицы. Удалить облой, оставшийся после опрессования. Не допускать трещин на спрессованных деталях зажима.
Плоскость расположения проушины анкера может быть принята любой в зависимости от комплектования изолирующей подвески.
Опрессовка зажимов возможна при помощи 100-тонных опрессовщиков Izumi и MIKUNI
Выбор матриц для опрессовки натяжных зажимов типа НАС
Марка зажима | Номинальное сечение провода, | Опрессовать матрицей | Размер, мм s | |||||||
Анкер | Корпус | L | 11 | 12 | 13 | 14 | ||||
марка | диаметр мм | марка | диаметр, | |||||||
НАС-240-1 | 185/24 185/29 | А-44 | 44 | С-22 | 22 | 350 | 100 | 115 | 190 | 185 |
205/27 240/32 | С-23 | 23 | ||||||||
НАС-240-2 | 240/39 185/43 | |||||||||
НАС-330-1 | 240/56 | 360 | ПО | 195 | ||||||
300/39 | А-46 | 46 | С-22 | 22 | ||||||
300/48 330/43 | С-23 | 23 | ||||||||
НАС-330-2 НАС-300-1 | 330/30 | |||||||||
300/66 300/67 | С-27 | 27 | 385 | 135 | 216 | |||||
НАС-400-1 | 400/18 400/22 | А-50 | 50 | С-23 | 23 | 400 | 120 | 125 | 216 | 225 |
НАС-450-1 | 400/51400/64 450/56 | С-27 | 27 | 415 | 135 | |||||
НАС-500-1 | 500/26 500/27 | С-23 | 23 | 425 | 145 | 244 | ||||
НАС-600-1 | 400/93 500/64 550/71 600/72 | А-56 | 56 | с-зз | 33 | 495 | 140 | 160 | 264 | 285 |
НАС-700-1 | 650/79 700/86 | А-66 | 66 | 540 | 150 | 175 | 283 | 31 | ||
Монтаж прессуемых натяжных зажимов типа НАСУС для сталеалюминиевых проводов
Монтаж прессуемых натяжных зажимов марок НАСУС-70-1, НАСУС-95-1, НАСУС-300-1 и НАСУС-70ЖС-1 производится аналогично монтажу прессуемых натяжных зажимов типа НАС (см. монтаж натяжных зажимов типа НАС).
Монтаж прессуемых натяжных зажимов марок НАСУС-185-1, НАСУС-500-1 и НАСУС-500ЖС-1 производится следующим образом. Поверхность провода и внутренняя полость зажима готовятся в соответствии с указаниями по подготовке поверхностей контактных соединений. На конец провода, идущего в шлейф, наложить бандаж Б и отторцевать конец провода (положение I). Сдвигая бандаж Б на длину, равную 1.2 II, ввести конец провода в шлейфовую полость зажима (положение I) и спрессовать корпус зажима на длине II матрицей, указанной в таблице, от риски в направлении шлейфа (положение II). На конец провода, идущего в пролет, наложить бандаж Б1 и конец провода отторцевать (положение III). На длине, равной 13, наложить бандаж Б2 (положение III, V). Отгибая алюминиевые повивы, наложить на стальной сердечник провода бандаж БЗ и снять алюминиевые повивы на длине, равной 13. На длине, равной 1.2 15, от бандажа Б2 на алюминиевые повивы наложить бандаж Б4 (положение IV). Корпус зажима надвинуть на подготовленный провод, идущий в пролет (положение V). Сдвигая бандаж БЗ, надвинуть анкер на подготовленный стальной сердечник провода, затем бандаж снять. Произвести опрессование анкера матрицей на длине 12 начиная от риски I к его концу по направлению стрелки (положение VI). Снять заусеницы на опрессованной части анкера. Опрессованный анкер ввести в корпус зажима так, чтобы резьбовая часть анкера полностью вошла в корпус и произвести опрессование корпуса в два этапа: сначала опрессовать часть корпуса на длине 14 от риски II в сторону проушины по направлению стрелки (положение VII), затем - часть корпуса на длине 15 от риски III в сторону пролета (положение VIII).
Следить, чтобы при опрессовании лыски корпуса были строго параллельны боковым стенкам матрицы. Удалить облой, оставшийся после опрессования. Не допускать трещин на опрессованных деталях зажима. Опрессованный зажим соединяется с натяжной изолирующей подвеской (положение IX). Плоскость расположения проушины анкера может быть принята любой в зависимости от комплектования изолирующей подвески.
Опрессовка зажимов возможна при помощи 100-тонных опрессовщиков Izumi и MIKUNI.
Выбор матриц для опрессовки натяжных зажимов типа НАСУС
Марка зажима | Номинальное сечение провода, | Опрессоватъ матрицей |
| Размер, мм |
| |||||
Анкер | Корпус | И | 12 | 13 | 14 | 15 | ||||
марка | диаметр, мм | марка | диаметр, | |||||||
НАСУС-70-1* | 70/72 | С-23 | 23 | А-36 | 36 | 100 | 77 | 128 | 120 | - |
НАСУС-95-1* | 95/141 | С-30 | 30 | А-46 | 46 | 102 | 160 | 165 | - | |
НАСУС- 185-1 | 185/128 | 120 | 150 | 195 | 85 | 155 | ||||
НАСУС-300-1* | 300/204 | С-36 | 36 | А-51 | 51 | 126 | 198 | 230 | - | |
НАСУС-500-1 | 500/336 | С-48 | 48 | МШ-65 | 75 | 150 | 300 | 390 | 120 | 175 |
НАСУС-70ЖС-1* | 70/39 | С-23 | 23 | А-36 | 36 | 100 | 115 | 180 | 185 | - |
НАСУС-500ЖС1 | 500/336 | С-43 | 43 | МШ-65 | 75 | 150 | 300 | 396 | 120 | 200 |
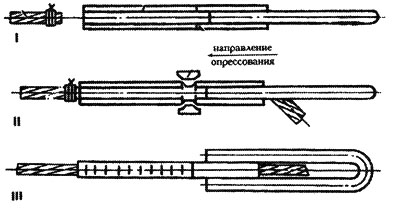
Монтаж прессуемых натяжных зажимов типа НС для стальных канатов
Поверхность провода или каната и внутренняя полость зажима готовятся в соответствии с указаниями по подготовке поверхностей контактных соединений.
На конец подготовленного каната накладывается бандаж и надвигается корпус зажима (положение I). При этом для выполнения заземления или петли конец каната пропускается сквозь корпус зажима на нужную длину.
Корпус зажима спрессовывается в направлении стрелки от риски в сторону пролета (положение II).
Положение III - опрессованный натяжной зажим в сборе.
Опрессовка зажимов возможна при помощи 100-тонных опрессовщиков Izumi и MIKUNI.
Выбор матриц для опрессовки натяжных зажимов типа НС
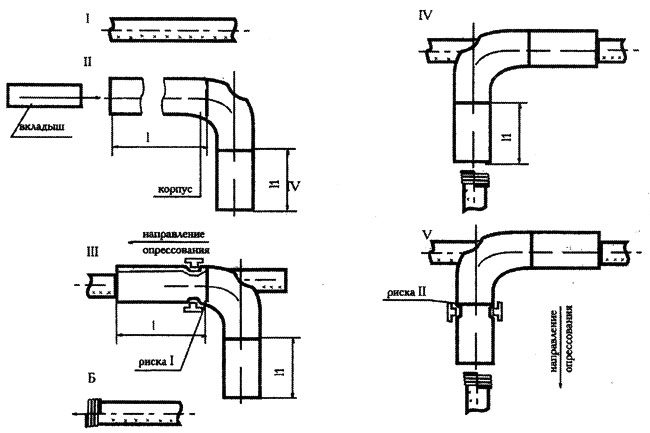
Монтаж прессуемых натяжных зажимов типа НАЛ для полых проводов
Поверхность провода и внутренняя полость зажима готовятся в соответствии с указаниями по подготовке поверхностей контактных соединений.
Зажимы для полых алюминиевых проводов состоят из анкер-вкладыша, корпуса и вкладыша для шлейфа. В том случае, если натяжной зажим не является концевым, монтаж его начинается с запрессовки в корпус провода, предназначенного для шлейфа.
Конец провода ровно отрезается ножовкой и в него вдвигается вкладыш шлейфа (положение I). На конец провода с вкладышем надвигается корпус до упора и опрессовывается от риски I в сторону шлейфа (положение II).
Корпус с запрессованным в нем проводом шлейфа надвигается на конец провода, идущего в пролет. В конец провода, ровно отрезанного по отметке, вводится до упора анкер-вкладыш (положение III), после чего на анкер надвигается корпус, который опре ссовывается в направлении стрелки от риски II до конца корпуса в сторону пролета (положение IV). Положение V - натяжной зажим в опрессованном состоянии.
Для опрессования всех типов натяжных, соединительных, прессуемых аппаратных и ответвительных зажимов при сооружении линий электропередачи и открытых разделительных устройств используются гидравлические прессы МИ-1Б, ШОО-М или УП-320.
Опрессовка зажимов возможна при помощи 100-тонных опрессовщиков Izumi и MIKUNI
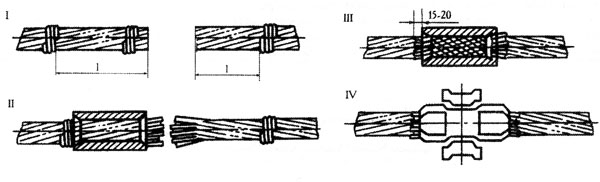
Монтаж прессуемых соединительных зажимов типа СВС для стальных канатов
Соединительные прессуемые зажимы типа СВС применяются для соединения стальных канатов диаметром 9.1-22.5 мм.
Концы канатов в таких соединительных зажимах вводятся в корпус врасплет, что обеспечивает высокую надежность соединения после опрессования. Перед монтажом необходимо протереть зажим ветошью, смоченной в бензине и очистить от смазки и загрязнений. Выровнять концы проволок канатов и наложить бандажи на концах соединяемых канатов на расстоянии I от конца каната (положение I). Протереть концы соединяемых канатов ветошью, смоченной в бензине, и на конец одного из канатов надвинуть соединительный зажим (положение II). Конец второго каната ввести в зажим так, чтобы проволоки каната вошли без утыкания между проволоками
первого каната. Концы проволок при этом должны выходить из зажима на 15-20 мм с каждой стороны (положение III). Опрессовать зажим шестигранной матрицей, выбранной по таблице, начиная от середины зажима к торцам (положение IV). После опреcсования размер шестигранника не должен превышать размера матрицы более, чем на 0.2 мм.
Опрессовка возможна при помощи 100-тонных гидравлических опрессовщиков Izumi и MIKUNI.
Выбор матриц для опрессовки натяжных зажимов типа СВС
Марка зажима | Канаты стальные | I, мм | Матрица опрессования | |
ГОСТ | Диаметр, мм | |||
СВС-50-3 | 3063-80 3062-80 | 9.19.2 | 105 | МШ-22.5 |
СВС-70-3 | 3063-80 | 11.0 | ПО | МШ-26 |
СВС-100-3 | 3063-80 | 13.0 | 120 | МШ-31.2 |
СВС-120-3 | 3063-80 3064-80 | 14.0 | 125 | МШ-33.8 |
СВС-135-3 | 3063-80 | 15.0 | 130 | МШ-34.6 |
СВС-150-3 | 3063-80 | 16.0 | 145 | МШ-36.4 |
СВС-200-3 | 3064-80 | 18.5 | 160 | МШ-41.1 |
СВС-260-3 | 3064-80 | 21.0 | 160 | МШ-48 |
СВС-300-3 | 3064-80 | 22.5 | 160 | МШ-52 |
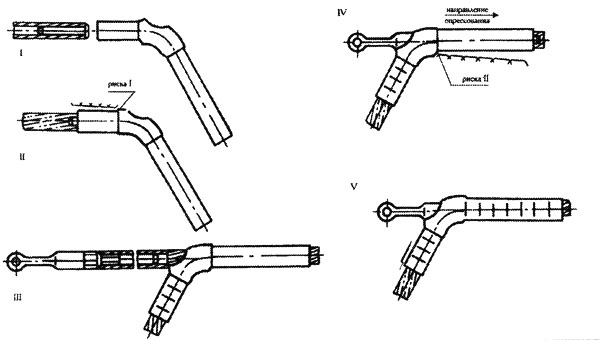
Монтаж прессуемых соединительных зажимов типа САС для сталеалюминиевых канатов
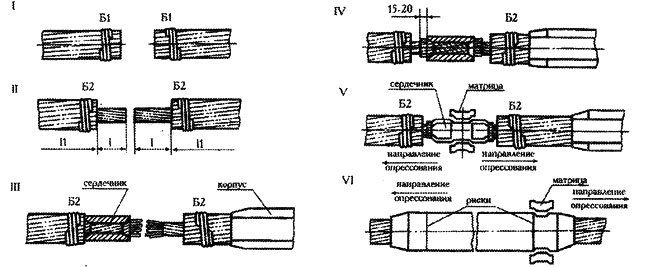
Прессуемые соединительные зажимы имеют укороченный стальной сердечник, в который перед опрессованием вводится врасплет стальные части проводов. Предварительная подготовка поверхностей проводов на длине I+11 и зажимов к опрессованию проводится в соответствии с указаниями по подготовке поверхностей контактных соединений. На концы соединяемых проводов наложить бандажи Б1 и отторцевать концы проводов (положение I). На длине 1+25 мм от торцов наложить бандажи Б2 и удалить алюминиевые повивы (положение II). Погнутые стальные проволоки проводов выпрямить. Ослабив и сдвигая бандаж Б2, на один из проводов надвинуть алюминиевый корпус, а на стальную часть другого провода - стальной сердечник (положение III). Бандаж Б2 восстановить на прежнем месте. Расплести и выровнять изогнутые концы проволок стальной части провода на длине I. Следить , чтобы не было отгибов концов проволок наружу. Стальную часть одного провода ввести в сердечник зажима так, чтобы проволоки другого провода вошли без утыкания между проволоками первого и выходили бы из сердечника зажима на 15-20 мм с каждой стороны (положение IV). Затем сердечник спрессовать соответствующей матрицей от середины к торцам с перекрытием участка опрессования последующим жимом не менее, чем на 5 мм (положение V). После опрессования диаметр сердечника не должен превышать диаметр матрицы более, чем на 0.2 мм. Освободив провод от бандажа Б2, надвинуть алюминиевый корпус зажима на спрессованный сердечник и установить так, чтобы сердечник располагался в центре корпуса между рисками (положение VI). Опрессовать алюминиевый корпус зажима соответствующей матрицей по всей длине в направлении от центра к его торцам (положение VI). Следить, чтобы при опрессовании лыски корпуса были строго параллельны боковым стенкам матрицы. После опрессования диаметр алюминиевого корпуса не должен превышать диаметр матрицы более, чем на 0.2 мм.
Опрессовка возможна при помощи гидравлических 100-тонных опрессовщиков Izumi и MIKUNI
Выбор матриц для опрессовки натяжных зажимов типа САС
Марка | Номинальное | Размер, мм | Опрессовать матрицей | ||||
I | I1 | Сердечник | Корпус | ||||
марка | диаметр, мм | марка | диаметр, мм | ||||
САС-240-1 | 185/24 185/29 | 110 | 270 | С-21 | 21 | А-44 | 44 |
САС-240-2 | 240/39 185/43 | 110 | 270 | С-22 | 22 | А-44 | 44 |
САС-240-3 | 240/56 | 110 | 270 | С-23 | 23 | А-44 | 44 |
САС-330-1 | 300/39 300/43 | 110 | 290 | С-22 С-23 | 22 23 | А-46 | 46 |
САС-300-1 | 300/66 300/67 | 120 | 290 | С-26 | 26 | А-46 | 46 |
САС-400-1 | 330/30 400/18 400/22 | 110 | 290 | С-21 | 21 | А-46 | 46 |
САС-400-2 | 400/93 | 120 | 330 | С-29 | 29 | А-50 | 50 |
САС-500-1 | 400/51 400/64 450/56 | 110 | 330 | С-23 | 23 | А-50 | 50 |
САС-500-2 | 500/26 500/27 | 110 | 330 | С-21 | 21 | А-50 | 50 |
САС-500-3 | 500/64 | 110 | 375 | С-23 | 23 | А-56 | 56 |
САС-600-1 | 550/71 600/72 | 120 | 375 | С-26 | 26 | А-56 | 56 |
САС-650-1 | 650/79 | 120 | 400 | С-29 | 29 | А-66 | 66 |
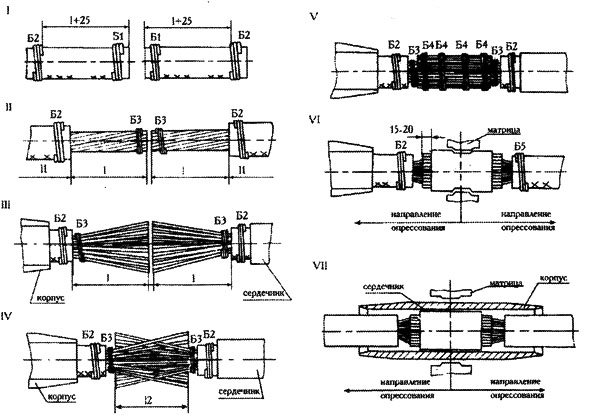
Монтаж прессуемых соединительных зажимов типа САСУС для сталеалюминиевых
проводов
Предварительно произвести подготовку поверхностей проводов по длине 11+12 и зажимов в соответствии с указаниями по подготовке поверхностей контактных соединений.
Монтаж проводится следующим образом:
На концы соединяемых проводов наложить бандажи Б1 и отторцевать концы проводов. Сдвинуть бандажи Б1 на длину 1+25 мм в положение Б2 (положение I). Отогнуть алюминиевые повивы, наложить на стальную часть провода бандаж БЗ и снять алюминиевые повивы на длине I (положение И). При снятии алюминиевых повивов не допускать повреждения стальных проволок провода. Ослабив и сдвигая бандажи Б2, на один провод надвинуть корпус зажима, а на другой - сердечник. Бандажи Б2 восстановить на прежнем месте.
Сдвинув бандажи БЗ, расплести и выровнять изогнутые концы стальных проволок на длине I (положение III). Следить, чтобы не было отгибов концов проволок наружу. Соединить расплетенные концы стальных
проволок между собой так, чтобы проволоки одного провода вошли без утыкания между проволоками другого на длину 12 (положение IV). Наложить бандажи Б4. Обстукивая проволоки, добиться максимально равномерного распределения их по сечению и соосности концов провода (положение V). Снимая бандажи Б2 и поочередно бандажи БЗ и Б4, надвинуть, постукивая, сердечник зажима так, чтобы
концы расплетенной стальной части соединяемых проводов выходили на 15-20 мм с обеих сторон сердечника зажима. Установить бандаж Б5 (положение VI). Опрессовать сердечник зажима
последовательно шестигранной и круглой матрицами, указанными в таблице, от центра сердечника к торцам по всей длине сердечника.
Снимая бандажи Б2 и Б5, надвинуть корпус зажима на сердечник так, чтобы спрессованный сердечник располагался в центре корпуса, и спрессовать корпус зажим матрицей по всей длине, начиная от середины к его торцам (положение VII). Следить, чтобы при опрессовании лыски корпуса были строго параллельны боковым стенкам матрицы. Удалить облой, оставшийся после опрессования. Не допускать трещин на спрессованных деталях зажима.
Опрессовка соединительных зажимов возможна при помощи 100-тонных опрессовщиков Izumi и MIKUNI
Выбор матриц для опрессовки натяжных зажимов типа САСУС
Марка зажима | Номинальное |
| Размер, мм Опрессовать матрицей | |||||||
I | I | 12 | Сердечник | Корпус | ||||||
марка | диаметр, | марка | диаметр, мм | марка | диаметр, мм | |||||
САСУС-70-1 | 70/72 | 120 | 130 | ПО | МШ-2А-195 | 22.5 | С-20 | 20 | А-43 | 43 |
САСУС-95-1 | 95/141 | 140 | 130 | 130 | МШ-27 | 31.2 | С-27 | 27 | АП8 | 48 |
САСУС-185-1 | 185/128 | 140 | 190 | 130 | МШ-27 | 31.2 | С-27 | 27 | АИ6 | 46 |
САСУС-300-1 | 300/204 | 170 | 130 | 160 | МШ-31.5 | 36.0 | 0-31.5 | 31.5 | А-56 | 56 |
САСУС-500-1 | 500/336 | 250 | 180 | 240 | МШИ 1.6 | 48.0 | СП2 | 42 | А-64 | 64 |
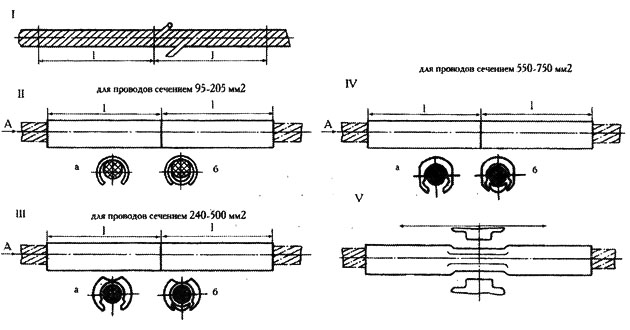
Монтаж прессуемых ремонтных зажимов типа РАС
Ремонтные зажимы типа РАС для проводов сечением 95-205 мм2 монтируются опрессованием с круга на шестигранник. Ремонтные зажимы для проводов сечением 240-750 мм2 монтируются опрессованием с овала на круг.
Перед монтажом внутренняя полость зажимов очищается от грязи и смазки тряпкой, смоченной в бензине, смазывается техническим вазелином или смазкой ЗЭС и зачищается до блеска стальным ершом.
Зачищается провод в обе стороны от места обрыва на длине I, равной половине длины зажима (положение 1). Так как алюминий быстро окисляется, зачистку производить стальной щеткой под слоем
вазелина или смазки ЗЭС. Слой окиси удаляется до появления блеска металла не только с проволок верхнего повива, но и последующих повивов, для чего расплетаются повивы оборванных проволок.
Зачищенные поврежденные повивы укладываются на прежнее место. Затем на провод накладывается корпус зажима (положения Иа, Ilia, IVa) и в образовавшийся зазор между проводом и корпусом с торца
вставляется вкладыш (положения Пб, Шб, IV6).
После чего зажим опрессовывается матрицей от середины по направлению стрелок по всей длине (положение V).
Опрессовка соединительных зажимов возможна при помощи 100-тонных опрессовщиков Izumi и MIKUNI
выбор матриц для опрессовки натяжных зажимов типа РАС
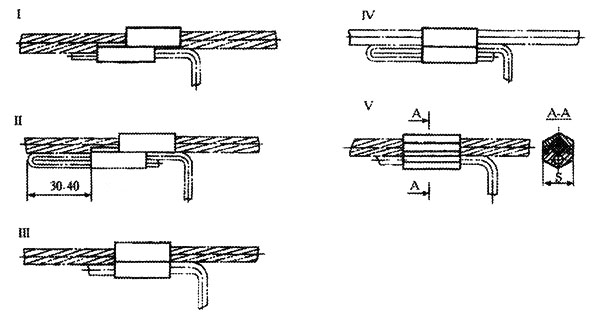
Монтаж прессуемых аппаратных зажимов
Аппаратные прессуемые зажимы на открытых распределительных устройствах монтируются в следующем
порядке.
На конец провода накладывается бандаж, затем конец провода ровно отрезается (положение I).
Поверхность провода и внутренняя полость зажима готовятся в соответствии с указаниями в разделе
"Подготовка поверхностей зажимов и проводов для обеспечения электрического контакта соединения".
Зажим надвигается на провод до упора (положение II) и производится опрессование зажима матрицами от
риски в направлении, указанном стрелкой (положение III).
После опрессования зажим удлиняется на 10-15% (положение IV).
Монтаж прессуемых аппаратных зажимов для полых проводов производится аналогично. Однако
особенность монтажа состоит в том, что в полость провода пред опрессованием вводится до упора
специальный вкладыш.
выбор 100-тонных опрессовщиков Izumi и MIKUNI
Монтаж прессуемых ответвительных зажимов типа ОА
Поверхность провода и внутренняя полость зажима готовятся в соответствии с указаниями в разделе
"Подготовка поверхностей зажимов и проводов для обеспечения электрического контакта соединения".
На конец ответвленного провода накладывается бандаж, затем конец провода ровно отрезается
(положение I). Конец ответвленного провода вставляется в корпус зажима до упора со стороны риски II
(положение II).
Корпус зажима с проводом, идущим в петлю, спрессовывается матрицей от риски II по направлению
стрелки к концу корпуса зажима (положение III).
Затем провод, идущий в пролет, пропускается через корпус зажима на нужную длину (положение IV).
Корпус зажима с проводом, идущим в пролет, опрессовывается матрицей от риски II по направлению
стрелки к концу корпуса зажима (положение V). Положение VI - опресованный зажим.
выбор 100-тонных опрессовщиков Izumi и MIKUNI
выбор матриц для опрессовки зажимов ответвительных типа ОА
Монтаж ответвительных разъемных зажимов типа РОА для алюминиевых
и сталеалюминиевых проводов
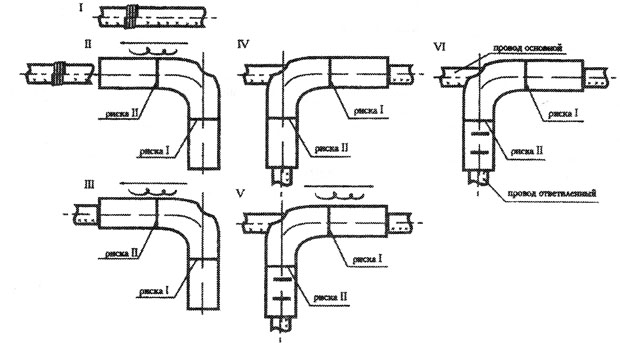
Поверхность провода и внутренняя полость зажима готовятся в соответствии с указаниями в разделе "Подготовка поверхностей зажимов и проводов для обеспечения электрического контакта соединения". Монтаж зажима на проводе пролета производится следующим образом. Зачищенный провод пролета вложить в корпус зажима и в образовавшийся зазор между проводом и корпусом с торца вставить вкладыш (положение 1). Произвести опрессование зажима на проводе пролета на длине I матрицей, указанной в таблице, по направлению стрелки от риски I к концу зажима (положение II). Затем наложить бандаж Б на конец провода спуска (ответвления) и отторцевать конец провода (положение III). Зачищенный провод спуска вставить в полость корпуса зажима до упора и произвести опрессование зажима на длине 11 матрицей по направлению стрелки от риски II к концу зажима (положения IV, V). Очередность монтажа зажима на проводе пролета и на проводе спуска зависит от конкретных условий и наличия соответствующего оборудования. Следить, чтобы при опрессовании лыски корпуса были строго параллельны боковым сторонам матрицы. Удалить облой, оставшийся после опрессования.
Опрессовка соединительных зажимов возможна при помощи 100-тонных опрессовщиков Izumi и MIKUNI
Выбор матриц для опрессовки натяжных зажимов типа РОА
Марка зажима | Диаметр проводов | Опрессовать матрицей | Размеры, мм | ||
Марка | S, мм | I | L | ||
РОА-185-1 | 18.8-20.2 | МШ-28.6 | 28.6 | 180 | 90 |
Монтаж ответвительных зажимов типа ОАС
Для осуществления отпаек и ответвлений от магистральных проводов на сельских линиях электропередачи применяются ответвительные зажимы типа ОАС, монтируемые без разрезания магистральных проводов. Монтаж зажимов осуществляется в следующей последовательности.
Провода, предварительно смазанные техническим вазелином или смазкой ЗЭС, в месте присоединения зачищаются металлической щеткой. На магистральный провод накладывается муфта зажима, затем зачищенный конец отпайки прижимается к проводу снизу и вставляется вкладыш зажима в пазы муфты (положение I). При отпайке проводами малых сечений конец отпайки сгибается и складывается вдвое (положение II). Затем спрессовывается шестигранной матрицей, марка которой выбирается по чертежу (положения III, IV). После опрессования размер шестигранника контролируется штангенциркулем. Опрессование считается качественным, если размер шестигранника не превышает размер матрицы более, чем на 0.2 мм (положение V).
Для опрессовки аппаратных и ответвительных зажимов возможно использование 100-тонных опрессовщиков Izumi и MIKUNI.
Выбор матриц для опрессовки натяжных зажимов типа ОАС.